
1 工艺流程及主要参数
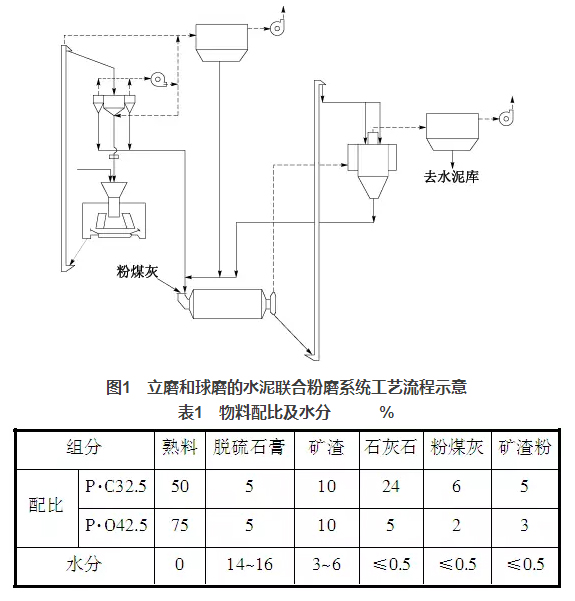
涞水冀东水泥有限公司3个水泥粉磨系统均采用JLMS-24.3立磨与Φ4.8m×9.5m球磨机组成联合粉磨系统。JLMS-24.3立磨装机功率2240kW,磨盘中径2400mm,3个磨辊,磨盘转速33.58r/min,产量210t/h,入料粒度≤30mm;配套选粉机JXF4100GY,成品量180~220t/h,比表面积≥200m2/kg,最大喂料量600t/h,通过气体温度≤150℃,通风量(70~90℃)180000m3/h;球磨机Φ4.8m×9.5m,装机功率3550kW,产量180t/h,生产P·O42.5水泥时,比表面积360~380 m2/kg;配套O-Sepa选粉机,通风量240000m3/h,最大通过量720t/h。水泥粉磨系统工艺流程见图1,系统设计指标:生产P·O42.5水泥,台时产量180t/h,分步电耗35.5kWh/t,比表面积360m2/kg,生产P·C32.5水泥,台时产量240t/h,分步电耗26.6kWh/t,比表面积370m2/kg。物料配比及相应的水分情况见表1。
2 出现的问题
该公司3个水泥粉磨系统于2012年2月起陆续进入试生产,调试初期存在的主要问题:1)立磨振动大,经常跳停,开停机频繁,个别部件因振动大而损坏;2)熟料易磨性差。由此导致立磨系统故障较多,台时产量低。
3 问题分析和改造措施
3.1 改造立磨下料溜子,调整偏料,稳定料层
由于生产一线技术人员缺乏操作经验,立磨初期运行时振动过大,水平振动值在3.7mm/s,垂直振动值在4mm/s,并且随着料层的变化等因素影响,有时振动值还会更高,达到8mm/s。通过分析,立磨振动时,其主电动机电流波动较大,最低值在100A左右,而最高值在145A 左右,立磨循环斗式提升机的电流波动也较大,极差在25A左右,初步判断为立磨系统下料不均造成的。在进磨观察磨盘上的物料分布情况时发现,磨内中心溜子的出料有明显的偏差,磨内的东侧和南侧(即斗式提升机下料点和选粉机回粉)的物料较多,并且对应上部溜子的磨损也较为严重,而其他两个方向的物料较少,基本符合磨内下料点偏移和下料不均的判断。随即安排在入磨的中心溜子内增加了宽度100mm厚度10mm的圆环缓冲板,见图2。
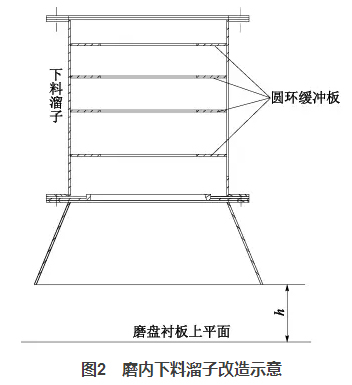
一方面它降低了入磨物料高落差对溜子的冲刷,另一方面圆环的收口作用使得物料的下料点发生了变化,将原先的单点偏心下料改成接近中心下料,改善了物料在磨盘上的偏离现象。同时,适当调整h值的大小(原设计600mm,最终改为400mm),使得下料波动时,可以起到一定的缓冲作用,稳定料床。
3.2 选粉机粗粉下料管上加装简易稳料锁风阀
立磨上部的缓冲料仓有效容量25t,其设置目的是喂料出现异常情况时可以有所缓冲,实际正常运行时仓内基本不存料。物料经由斗式提升机直接喂入缓冲料仓再入磨,立磨粉磨过的物料经由斗式提升机喂入立磨选粉机,粗粉经缓冲料仓再次入磨,细粉喂入管磨机进行进一步粉磨。由于立磨选粉机下部的粗粉锁风阀是重锤式双翻板锁风阀,其开闭由阀板上物料质量的大小决定,所以是间断的或随机的,由此导致喂入磨盘的粗粉波动。
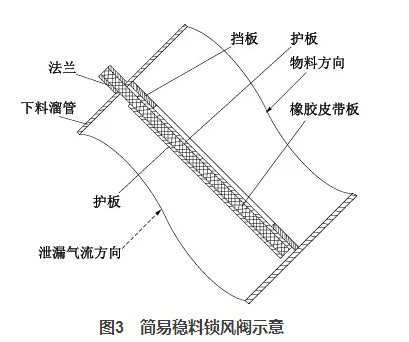
后经现场观察,反复研究,在选粉机粗粉锁风阀下面的下料管处,现场加装了一个简易稳料锁风阀,其结构见图3,原来的双翻板锁风阀保留不动。橡胶皮带板由橡胶输送皮带制成,其一侧用法兰固定,深入溜槽内部的长度可以根据实际情况进行调节,溜槽内部部分橡胶板的两侧用螺栓固定有两块耐磨钢板制成的护板,护板与下料溜子的一侧留有一定空隙,保持橡胶皮带板能够自由地摆动。选粉机原粗粉锁风阀是双翻板锁风阀,有一定量的泄漏风,而新装的简易稳料锁风阀,当物料堆积到一定量时,可将橡胶皮带板推开,出现开口,物料流出,当物料少到一定量时,由于上行泄漏气流的作用,橡胶皮带板回复原位,由于有挡板的作用,基本可以锁住泄漏风。实际生产时,上述过程会平衡在一个相对固定的位置,物料持续向下流出,橡胶皮带板限制泄漏风在一个最小的范围内,从而使得选粉机喂入立磨的粗粉流量基本稳定,排除了波动性。
通过以上两项改动后立磨的振动值大幅下降,基本稳定在1.2mm/s的水平。
3.3 调整挡料圈高度和液压缸蓄能器充气压力
通过观察中控室立磨主电动机电流曲线和循环斗式提升机电流曲线,立磨的电流在95~100A左右,而立磨的额定电流在157A ,也就是说立磨的有效功率只发挥了60%的水平。立磨上腔的加载压力在8.8MPa左右,而波动值超过了3MPa,现场各个磨辊的上下摆动较大。从上述的一些参数及现场现象分析判断立磨的磨内料层较薄。为此,在利用经济运行和库满停机时间,将3台磨的挡料圈加高了30mm(原设计50mm),加高后立磨的电流从原来的100A 左右上升到了130A左右,说明立磨做功明显提高,但是立磨加载压力波动大的问题还是没有解决。通过现场立磨液压缸活动量较大和现场液压站加压泵频繁启动的现象来看,初步怀疑是立磨上腔氮气囊压力低,立磨的保压效果不好,不能对立磨的加载压力进行有效缓解和补充,致使加压泵频繁启动和压力波动较大。经检测,立磨氮气囊的压力仅有2.5MPa,将其提高到4.5MPa,提高了加压系统的柔性,立磨加载压力波动大的问题也随之解决。
3.4 统一校准磨辊间隙
以前在单个液压缸的底座销轴和上部磨辊摇臂销轴断裂时,只是简单地把断裂的销轴恢复并按照安装时的磨辊间隙进行调整,而忽略了由于磨盘、磨辊的磨损,其他两个磨辊间隙已经发生了变化,没有统一地把三个磨辊的间隙一起调整,导致在运行时三个磨辊受力不平衡,单个液压缸受力偏载是造成销轴断裂的主要原因。临时停机,把磨机的三个液压缸通过调整中间螺纹连接来统一标定磨辊间隙,同时由于磨机振动幅度大幅下降,液压缸的销轴断裂问题也得到了解决。
3.5 提高熟料质量,改善易磨性,为粉磨系统提高效率创造条件
鉴于出篦冷机熟料温度高(最高达165℃)、易磨性差的问题,安排窑系统以及质检部进行沟通,及时调整配料方案,在窑系统能维持正常运行的前提下,适当提高熟料饱和比,增加熟料矿物中C3S含量,降低C2S含量。一方面提高了熟料的强度,另一方面由于C2S的减少,熟料的易磨性也有了很大改善。更重要的一点,在2013年度的大修中把篦冷机高温端的篦板做了改造,改造完成后出篦冷机的熟料温度大幅度降低,目前稳定在90℃左右,由于熟料的急冷效果明显提高,熟料的易磨性有了明显改善。
4 改后效果
通过以上几个方面的整改,水泥粉磨系统的台时产量有了明显提升,表2是改造前后的运行数据,表3是水泥粉磨系统改造前后操作参数对照。
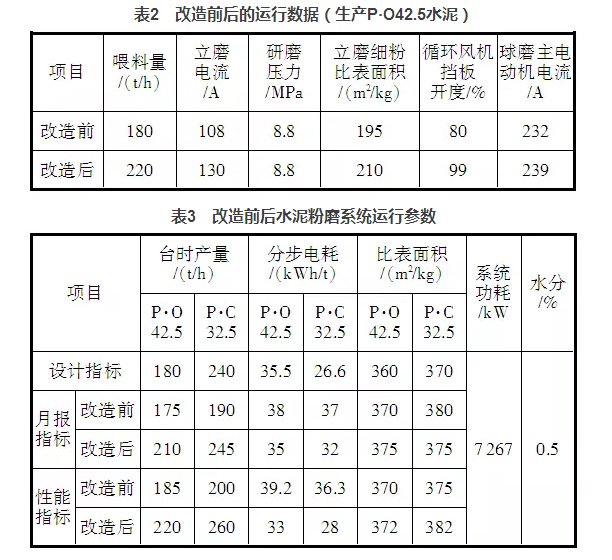
注:1)“分步电耗月报指标”系指统计月内系统累计消耗电量除以累计产量;2)“性能指标”系指系统连续稳定运行时间段内所达到的指标。
5 体会
由立磨预粉磨和球磨机组成的水泥联合粉磨系统目前是诸多高效粉磨系统之一,尤其是对于已有单独球磨机粉磨系统的提产降耗改造,不失为一项比较经济的选择。但立磨和球磨机组成的联合粉磨系统,对系统的操作技能要求要比单独球磨机粉磨系统复杂得多,其中关键之处在于充分发挥立磨预粉磨系统的效能,总结关键点如下:
1)熟练操作,正确把握各相关参数,如:系统压力、蓄能器充气压力、风机风量及选粉机转速等。
2)系统设计时应当充分考虑喂料的连续性和稳定性,优化挡料圈高度,保持料床厚度适宜、稳定,减小磨机振动。
3)进入立磨的混合料应当保持适宜的水分,水分过高会因系统缺乏烘干能力导致产品水分超标,过低可能引起磨机振动。
4)立磨产生的半成品比表面积目前为210m2/kg,主电动机电流130A。适当调节操作可以将比表面积提高到250m2/kg以上,产量有望进一步提高,分步电耗进一步下降。
5)该联合粉磨系统经调试正常运行后,系统设备运行平稳,可靠性较高。系统运行经济技术指标与辊压机和球磨机组成的联合粉磨系统对应指标相近,但立磨的设备维修维护费用及复杂度都比辊压机简单得多,不失为现有球磨机单独粉磨系统节能改造的又一选择。
作者:刘新玉,王利涛,朱凤春
作者单位:唐山冀东水泥股份有限公司
文章摘自《水泥》杂志2015年第10期