水泥生产过程中经常遇到设备突发故障,此时由于未到计划检修时间或没有备件,往往需要对设备故障进行应急处理维持生产的正常运行,以等待计划停机检修或备件。本文介绍几个设备故障应急处理案例,与同行交流探讨。
1 MPS5000B立磨辊体磨损后的应急处理
MPS5000B生料立磨每个磨辊有12块衬板,挡圈是一个整圈,压板共24件,每块衬板由挡圈及2个压板固定,衬板安装示意见图1。
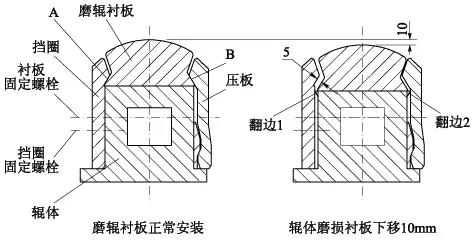 图1 磨辊衬板安装及辊体磨损示意
图1 磨辊衬板安装及辊体磨损示意
2013年7月份,磨机运转过程中,中控操作员发现磨机振动值及电动机电流稍有升高,但波形出现规律的峰值,并且两者的峰值基本相对应;到立磨旁边听磨机声音,由于噪音较大基本听不出什么异常。根据经验,分析认为是磨辊衬板松动后周期性冲击磨盘,造成磨机振动及电动机电流出现周期性的峰值。
利用库满停机检查,发现有一块磨辊衬板的2条固定螺栓松动,紧固螺栓后用撬杠仍可以撬动衬板。此时分析认为可能是这块衬板与辊体接触面处出现较大磨损、变形,衬板固定不牢固。用塞尺测量接触面A、B处间隙,B处接触面符合要求,A处有5mm间隙。拆开衬板后发现,该衬板下面的辊体磨去10mm左右,辊体在靠挡圈侧及压板侧分别形成宽约5mm及25mm的翻边(见图1中翻边1及翻边2)。其他11块衬板及对应的辊体正常。由上述检查可知,辊体表面的磨损及翻边造成了衬板固定不牢固。
按照正常程序修复辊体需要2天,时间不允许,只得应急处理:用氧气割掉2个翻边,磨光机修磨接触面及气割处毛刺、高点;在A处接触面垫5mm厚的Q235钢板(见图2),长、宽根据具体位置定,使衬板稍向压板侧移动,定位稳固,然后紧固衬板固定螺栓。
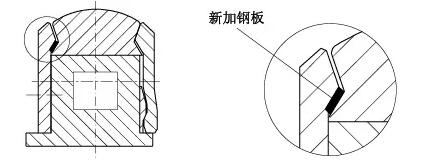 图2 磨辊衬板应急处理后示意
图2 磨辊衬板应急处理后示意
经以上处理开机后,磨机振动及电流恢复正常,磨机运转1天、2天、4天、8天后定时按图纸要求停机紧固衬板固定螺栓,以后每月检查紧固螺栓,正常运转至年底大修,说明上述应急处理是可行的。
2 MPS5000B立磨边衬板固定螺栓频繁断裂的应急处理
生料立磨工作时,磨盘衬板和边衬板会发生正常磨损。当边衬板磨损到Φ57孔时,边衬板固定螺栓会受损断裂。此种情况下,若只是更换边衬板,新边衬板与磨盘原有衬板表面形状不一致而形成台阶,立磨开机后易产生振动。为此,我们对固定螺栓损坏的边衬板现场应急处理,维持边衬板的使用,具体方法:
拆除边衬板螺栓,用磁力钻平钻头将Φ57沉孔钻深,深度由25mm加深到55mm,螺栓长度由M100缩短到M70(见图3)。这样处理后,磨辊及物料摩擦不到边衬板固定螺栓,生产得以维持正常进行。此方法也可用于新边衬板安装时。
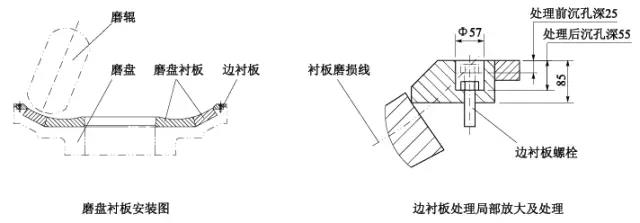 图3 立磨边衬板磨损螺栓沉孔加深
3 皮带机减速机高速轴漏油的应急处理
图3 立磨边衬板磨损螺栓沉孔加深
3 皮带机减速机高速轴漏油的应急处理
立磨入磨皮带机运转过程中,发现减速机高速轴漏油。利用库满停机时间拆开高速轴压盖,发现骨架密封唇边磨损,高速轴表面磨损出宽3mm、深0.40mm的沟槽。对此,我们采取应急处理:
骨架密封厚度15mm,拆下压盖用车床将骨架密封挡边车薄5mm,压盖密封槽深度由18mm加深到23mm(见图4)。此法使得骨架密封在高速轴上的安装位置向外移动5mm,避开高速轴上的沟槽。经此处理,解决了漏油问题,可以正常生产,等到计划检修停机时,再彻底处理高速轴上的沟槽。
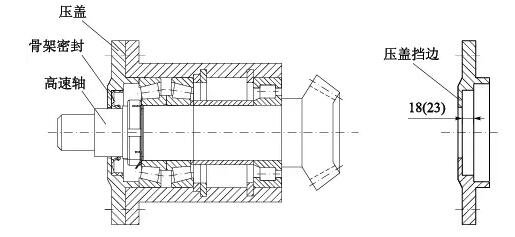 图4 皮带机减速机高速轴的密封
4 预热器旋风筒锥体测压管负压低的处理
图4 皮带机减速机高速轴的密封
4 预热器旋风筒锥体测压管负压低的处理
5000t/d生产线双系列五级预热器的C5旋风筒锥体负压一般是-2200Pa,运行中发现,C5A负压正常,C5B负压-800Pa左右且波动较大,C5A及C5B旋风筒温度等正常。检查测压管路后拆下测压管路上的丝堵,用钢筋捅原Φ32钢管内部后,C5B负压达到-1300Pa左右,但短时间后负压又降低。分析认为,是原钢管局部磨透后被物料部分堵塞,造成负压偏低。
常规解决方法是打掉原Φ32钢管周围浇注料后更换原Φ32钢管,这需要长时间停窑。我们采取了应急处理:
拆下四通及法兰,在Φ32钢管内部套装Φ25钢管,Φ25钢管上端与法兰焊接,下端与原Φ32筒平齐(见图5)。这样处理后,预热器C5B旋风筒负压正常。
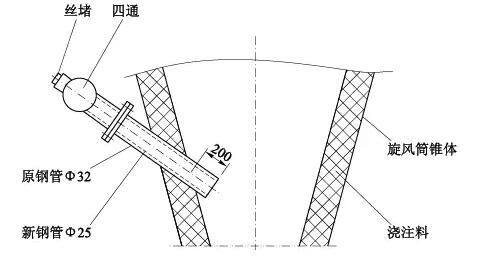 图5 旋风筒锥体测压示意
图5 旋风筒锥体测压示意
