1存在的问题
我公司Φ4.8×74m回转窑,一档轮带窑尾侧挡铁于2013年出现一块脱落,一直未处理。后相继又有挡铁开焊脱落,轮带偏移托轮向窑尾方向窜动,窜动量在50mm,严重影响窑安全运行。为此进行了定检加固处理,效果都不理想,运行一段时间仍出现挡铁脱落现象,于是利用2014年1月大修时间进行彻底处理。
2 原因分析及处理措施
该轮带挡铁脱落原因分析如下:
(1)定检或临停时间短,窑筒体温度高,焊接质量不能保证,而且挡铁受力不匀。
(2)挡铁与轮带端面,轮带内部与固定垫板润滑不足,产生干摩擦是导致挡铁脱落的主要原因。
(3)液压挡轮开停不及时,不能自动,挡铁单方面受力大。
处理措施如下:
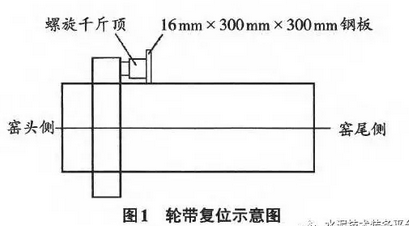
(1)轮带复位。用四块300mm×300mm×16mm的钢板均匀布焊在一档轮带窑尾侧距轮带500mm处,作为支撑千斤顶的底座。
将50t螺旋千斤顶放置在支撑底座上,向窑头方向顶轮带,见图1,顶出5~10mm;然后在千斤顶和轮带接触位置的筒体上,焊一个100mm×100mm固定支座,该支座要紧贴轮带侧面,目的是防止松顶后顶出的间隙自行复位。然后送掉螺旋顶,用辅传转窑,千斤顶位置在另外三个支撑底座上,重复上述步骤,完成一圈。再依次顶第二圈,第三圈,直至复位。
(2)焊接挡铁。焊挡铁前用氧气乙炔对挡铁进行打坡口,磨光机打磨露出金属光泽,用J507焊条烘干2h,直流反接,采用平焊一层都要清理干净药皮,防止夹渣焊不透,每一块挡铁加焊4个三角加固筋,以提高强度。
施工后,将焊接的所有底座等多余部分割除打磨,恢复原状。
生产过程中建议进行以下维护:
(1)每班使用二硫化钼,对轮带端面两侧进行涂抹保证润滑,减少轮带与挡铁的摩擦和磨损。
(2)使用轮带专用润滑油,对轮带内部定期打油润滑,减少轮带内部与垫板的摩擦。
(3)恢复液压挡轮电气部分,使液压挡轮实现自动控制,避免回转窑在同一位置长时间运行。
经过此次检修后,运行至今再没有出现挡铁脱落现象,为窑的安全运转提供了保障。